ND-150 Schrauwen Winch Hoister


Ⅰ, Ausrüstung Aféierung
Lg-3300 φ159 Tube Spiral Strenge Feeder ass eng effizient Lift- a Fütterungsausrüstung, dës Maschinn ass Groove Tube Spiral gezwongen Héichgeschwindegkeet Rotatioun Fütterungsmodus, Spiralblad rotéiert an der Groove Faass duerch d'Schaft, d'Blade wäert d'Material rotéieren, fir den z'erreechen Material vun ënnen bis erop Heben.
Dës Maschinn gëtt wäit benotzt fir verschidden Elementer an der Geméisveraarbechtung, Gewierz, Liewensmëttel, chemescher Industrie, Medizin, Salz, Fudder an aner Industrien ze vermëschen.Et huet d'Charakteristike vu séier Ernärungsgeschwindegkeet, héich Effizienz, Varietéit vun Ernierung, kuerz Entladungszäit a manner Rescht.Gëeegent fir Platen, décke, Paste, Pudder, etc.

Ⅱ 、 Haaptparameter vun Ausrüstung
| Projet | Eenheet | parameter | notéiert |
| Duerch d'Spezifikatioun | mm | φ159,L=3300 | |
| Muecht | Kw | 2.2 | |
| Stroumspannung | V | Dräi-Phase 240V (220-480 / Benotzerdefinéiert) | |
| Frequenz | Hz | 50 | |
| Effizienz förderen | % | 99-100 | |
| Kapazitéit | Kg/h | 1500-6000 | |
| Effektiv Volume vun Tank Eemer | m3 | 0,062 | |
| Inlet Héicht | mm | 550 | |
| Inlet Dimensioun | mm | 400 × 400 | |
| Outlet Héicht | mm | 580 | |
| Offlossquantitéit port Gréisst | mm | φ114 | |
| Dimensiounen | mm | 2740 × 930 × 2875 | |
| Gewiicht | Kg | 320 |
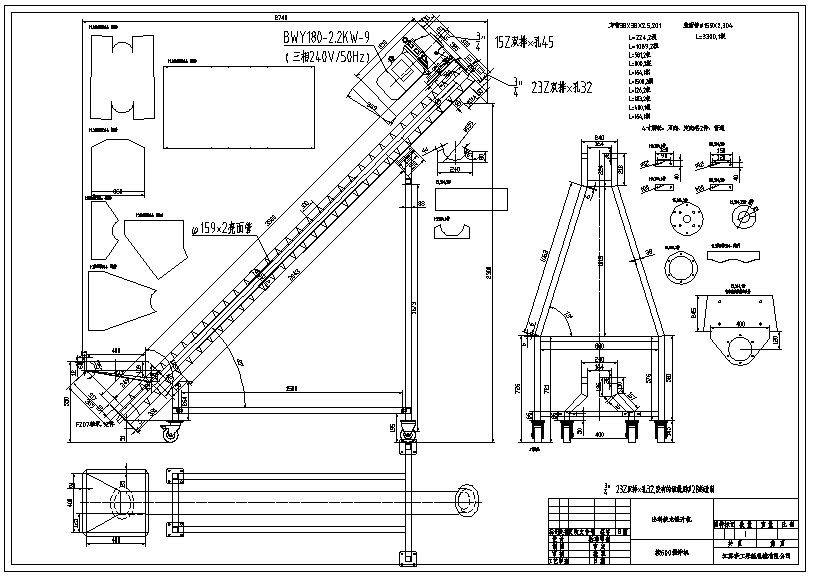
(Ausrüstung Assemblée Kontur Zeechnen)
Ⅲ, Ausrüstungsinstallatioun
1. D'Maschinn muss op engem festen dréchenen, gelüfteten Niveau Buedem gesat ginn, an de Buedem muss mat engem Niveauinstrument kalibréiert ginn, fir datt d'Maschinn glat an zouverlässeg funktionnéiert.
2. D'Spannung, déi vun der Maschinn benotzt gëtt, ass dräi-Phase 240V, an d'Energieversuergungsspannung gëtt festgeluecht fir konsequent mat der Spannung vun der Maschinn ze sinn;Power Schalter soll ausserhalb vum Kierper installéiert ginn ier Dir an d'Linn erakënnt.
3. D'Gronddrot ass zouverlässeg Buedem, an d'Kraaftleitung ass befestigt a versiegelt mat den Inlet- an Outlet-Deeler vun der Maschinn fir Waasserleckage a Stroumleckage ze vermeiden.
4. Et soll keen Impakt Schwéngung oder anormal Toun ginn, wann d'Maschinn eidel leeft.Soss gëtt d'Maschinn fir d'Inspektioun gestoppt.
Ⅳ, Schrëtt vun Operatioun
1. De Bedreiwer soll mat der Leeschtung vun der ganzer Ausrüstung vertraut sinn an d'Funktioun an d'Operatiounsmethod vun all Komponent vun der Eenheet verstoen.
2. ier Dir d'Maschinn ufänkt, musse mir d'Verbindungsdeeler vu mechaneschen an elektresche Ausrüstung suergfälteg iwwerpréiwen, Bolzen an aner sollten net lass sinn, ob et e festgehalene Phänomen ass, falen net an auslännesche Kierper, all normal virum Start.
3. Wann d'Maschinn leeft, öffnen de Réckschalter fir ze bestätegen ob d'Rotatiounsrichtung richteg ass.No der Ouverture kënnt Dir mat enger klenger Quantitéit vu Materialien testen fir ze kucken ob den Zweck vun der Ernierung erreecht gëtt.Vergewëssert Iech datt d'Ausrüstung normal ass virun der Ernierung, d'Fütterung muss eenheetlech sinn, net plötzlech eng grouss Zuel vu Material pour.
Ⅴ, Notiz
1. no de verschiddenen Zorte vu Materialien, soll op eng eenheetlech Vitesse dobäi ginn, d'Material soll net mat verschiddenen haarden Objete gemëscht ginn, Drot, soss Afloss op d'Liewen vun der Maschinn.
2. Ier d'Produktioun ufänkt, soll den No-Laascht-Operatiounstest duerchgefouert ginn fir ze kontrolléieren ob de Rührschacht richteg leeft a kee Kaméidi mécht, a kontrolléiert ob all Transmissiounsdeeler normal sinn.
3. keng irrelevant Saachen op der Maschinn setzen, fir net den Accident ze starten.
4. Wann onnormal Phänomen während der Operatioun fonnt gëtt, soll d'Energieversuergung direkt ofgeschnidden ginn (Noutstoppknapp) a stoppen fir d'Inspektioun.
Ⅵ, Ënnerhalt an Ënnerhalt
1. virum Start vun der Reduzéierer muss eng entspriechend Betrag vu 45 mechanesch Ueleg addéieren.
2. All 200-300 Stonnen Aarbecht, Schmieröl sollt eemol an d'Rollinglager bäigefüügt ginn, an et soll eemol am Joer gereinegt ginn.
3. all 3-6 Méint fir de Motorlager Uelegersatz eemol ze kontrolléieren.
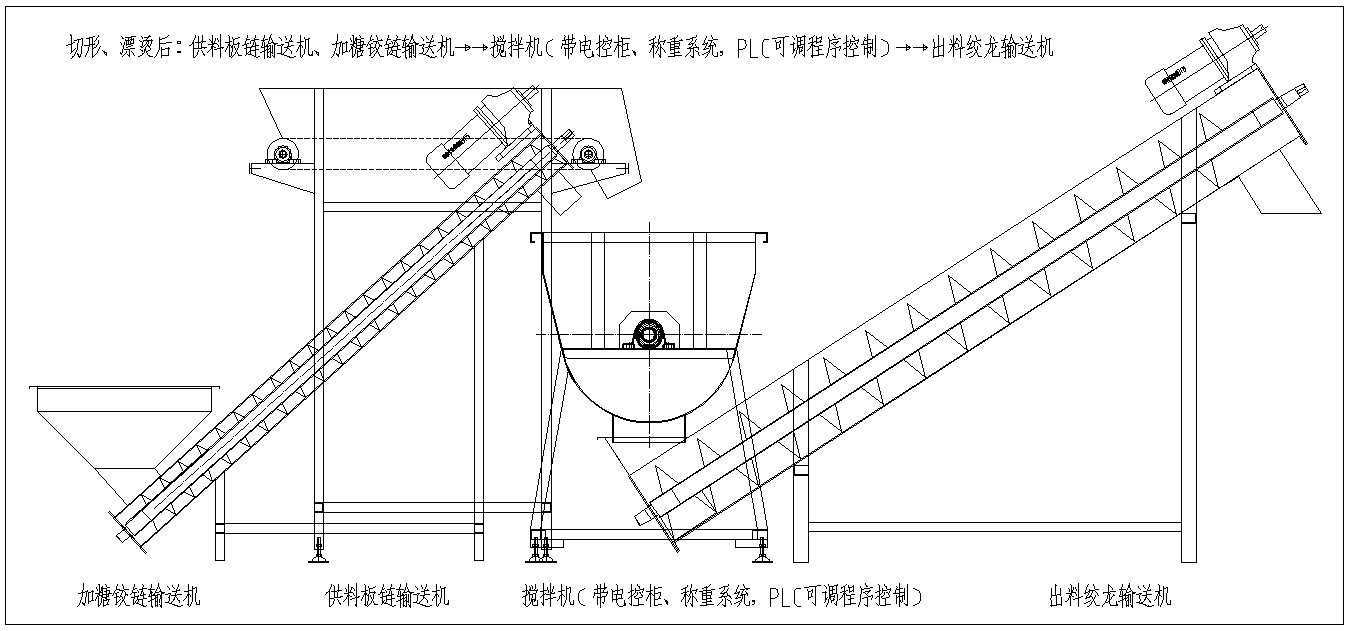
VII, Produktioun Linn Configuratioun
Zousätzlech fir eleng benotzt ze ginn, ass de Röhrespiralstranding Feeder an enger automatescher Produktiounslinn konfiguréiert, déi allgemeng an der Produktiounslinn vun dehydréiertem Geméis benotzt gëtt.Déi éischt Prozedur ass d'Ausschneiden a Blanchéieren vu Materialien, an déi lescht Prozedur ass d'automatesch Trocknung vu Materialien.Dëse Prozess kann als Rührung vu Glukos benotzt ginn;Oder no der Vermëschung vum Material Liwwerung.